Суть технологии
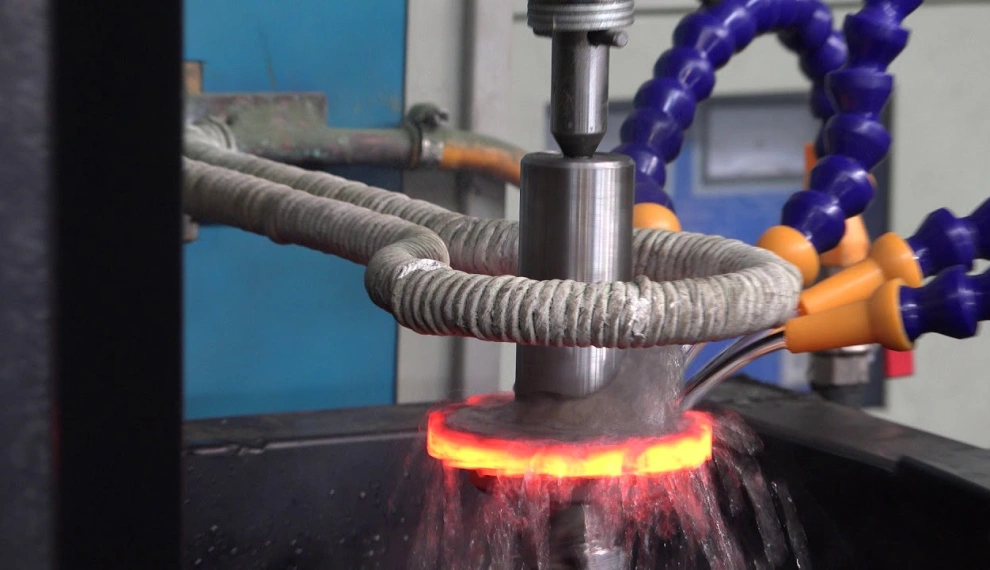
Закалка ТВЧ основана на поверхностном нагреве детали с помощью электромагнитного поля, создаваемого индуктором. Ток высокой частоты (1-400 кГц) наводит вихревые токи в поверхностном слое металла, быстро нагревая его до температур закалки (830-950°C). Последующее охлаждение водой или эмульсией создает упрочненный слой мартенситной структуры.
Глубина прогрева регулируется частотой тока: чем выше частота, тем тоньше упрочняемый слой. Это позволяет точно контролировать толщину закаленного слоя от 0,5 до 10 мм в зависимости от требований к детали.
Преимущества технологии
Технология обеспечивает высокую производительность — нагрев происходит за секунды, что в десятки раз быстрее печных методов. Локальный нагрев исключает коробление и деформации детали, сохраняя исходные геометрические параметры. Энергоэффективность процесса достигается за счет нагрева только поверхностного слоя, а не всей детали.
Закалка ТВЧ позволяет получать высокую твердость поверхности (58-63 HRC) при сохранении вязкой сердцевины. Технология обеспечивает чистую поверхность без окалины и обезуглероживания. Процесс легко автоматизируется и интегрируется в производственные линии.
Области применения
Технология широко применяется в автомобилестроении для закалки шестерен, валов, кулачков распределительных валов, пальцев реек. В станкостроении используется для упрочнения направляющих станин, ходовых винтов, шпинделей. Метод востребован в производстве инструмента: сверл, фрез, метчиков, резцов.
Закалку ТВЧ применяют для упрочнения деталей сельхозтехники: осей, пальцев, втулок. В тяжелом машиностроении технологию используют для обработки прокатных валков, шестерен редукторов, червячных колес. Метод эффективен для деталей с локальными зонами упрочнения сложной конфигурации.
Технологический процесс
Процесс начинается с проектирования и изготовления индуктора, точно повторяющего контур упрочняемой поверхности. Деталь устанавливается в рабочее положение, включается генератор ТВЧ, и поверхность нагревается до температуры закалки за 2-60 секунд. Охлаждение осуществляется через спрейерную систему, подающую закалочную жидкость под давлением.
Температура нагрева контролируется пирометрами или термопарами. После закалки выполняется низкотемпературный отпуск для снятия напряжений. Весь процесс управляется программой ЧПУ, что обеспечивает стабильность параметров.
Оборудование и контроль
Мы используем современные установки ТВЧ мощностью 10-200 кВт с частотой 10-400 кГц. Оборудование оснащено пятикоординатными манипуляторами для обработки сложных поверхностей. Системы ЧПУ позволяют программировать траекторию движения и параметры нагрева для каждой детали.
Контроль качества включает измерение твердости по Роквеллу или Виккерсу, определение глубины закаленного слоя металлографическим методом, проверку отсутствия трещин магнитопорошковым методом. Все процессы соответствуют требованиям ГОСТ и ТУ.
Закалка ТВЧ — это эффективное решение для повышения износостойкости и долговечности ответственных деталей. Наши технологи подберут оптимальные параметры обработки для достижения максимального ресурса вашего оборудования.